■基板に設けられたマーク又は穴を基準とする為、Vカットとパターンのズレがありません。
■CCDカメラにてマーク又は穴を検出後、基板の補正を行い、Vカット加工を行います。
■投入リフタ上に段積みされた基板を吸着パットにより加工位置に投入しワークチャックでチャッキング
します。
■ワークチャックで位置を決めた後、基板をクランプし、加工ヘッドが走行してVカット加工を行います。
■投入.受取装置が標準で付属されています。
■基板をクランプして加工するため、ピッチ精度、残厚精度が安定します。
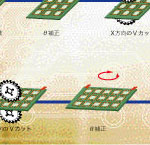
■面付けボードの状態でVカット加工が可能であり、外形プレス、ルーターを後工程で処理する事により、
異形状へのVカット加工が可能となります。
■カッターカバーの形状変更により集塵効率が大幅に向上しました。
■Vカットの加工データをガーバーデータより変換する事が可能となりました。(オプション)
■端面基準にて同時に複数の基板(最大6枚まで)にVカット加工が可能です。(オプション)
|